In the 1950s, China went through the transition from an agricultural economy to an industrial economy, and now we are going through the transition from an industrial economy to a service economy. Many people do not realize that this is a major transformation of the social and economic structure, so many enterprises feel very painful.
The transition from agriculture to industry
Throughout the history of the development of developed countries, the economic structure has undergone many transformations, from agricultural economy to industrial economy, service economy and experience economy.
Agricultural economics involves growing crops, trees, raising livestock on the land, digging minerals out of the ground, and making simple tools to make farming more efficient. The agricultural economy produces goods that satisfy people’s most basic survival needs. China is one of the birthplaces of the world’s agriculture, which began in the Neolithic Age about 10,000 years ago and has experienced a very long development process.
Industrial economy entered the historical stage with the emergence of steam engine and electricity, people used machines in factories to produce goods in large quantities, and farmers began to enter factories and transform into industrial workers, which was the first large-scale transformation in human history.
Despite attempts to build military and civilian factories during the Westernization movement of the late 19th and early 20th centuries, China’s real industrialization process began with the first five-year Plan from 1953 to 1957. After the completion of the five-year plan, China’s industrial output exceeded agricultural output, which initially laid the foundation for China’s industrialization.
After decades of reform and opening up, China’s industrial economy has developed at an unprecedented speed. In 2010, the added value of China’s manufacturing industry surpassed the United States to become the first manufacturing country. At present, it has 41 industrial categories, 207 industrial middle classes and 666 industrial subclasses, forming an independent and complete modern industrial system. It is the only country in the world with all the industrial categories in the United Nations industrial classification
The transition from manufacturing to service
From the international experience, the turning point of the transition from manufacturing to service is concentrated in the years when the per capita GDP reaches 8,000 to 9,000 US dollars. China’s per capita income exceeded 8,000 US dollars in 2010, and the proportion of people’s spending on manufacturing products reached its peak in 2011, and the per capita income exceeded 9,000 US dollars in 2012.
In 2012, China said goodbye to the peak of industrialization, industrial goods spending continued to decline, service spending grew rapidly, and the growth rate of industrial added value and employment share of the service industry exceeded that of the manufacturing industry, which was the most prominent performance of technology-intensive industries, which reflects the change trend of “manufacturing to service” at the consumption level.
Since then, China has been in the process of economic structure transformation from manufacturing to service, and consumption upgrading is the source of power to promote the transformation of manufacturing to service economic structure, driven by it, the consumer expenditure structure, industrial structure, population flow and urban form changes followed.
The transformation from manufacturing to service has brought the pressure of elimination to traditional concepts and traditional economy, and also brought a huge impact to the previous economy and policies. The entire social and economic system is in a relatively fragile stage, and many enterprises are facing huge challenges.
Taking the construction machinery industry as an example, before 2012, it was an incremental market, and after 2012, it entered the stock market, and the industry experienced years of painful transformation. The reason is that people lack understanding of the characteristics of the service economy, and the traditional concept formed by the agricultural economy for thousands of years is not conducive to the transformation of manufacturing to service.
Mencius said, “Those who work hard govern men, and those who work hard govern men, thinking that intellectual workers rule men, are served by men, and are superior men.” The manual laborer is ruled by others as an inferior person who serves others, and the prejudice against service over millennia has been etched into the depths of the popular psyche.
In ancient times, the basic line of the service industry is collectively referred to as the “lower nine”, the service provider is called the servant, and the occupation of getting paid by serving others is looked down upon, with a “lower” word derogatory name, and “nine” shows its variety, backward traditional concept is one of the main reasons for hindering the transformation from manufacturing to service.
China’s service industry has accounted for more than 50% for ten consecutive years, becoming the largest industry, but many people still despise service, tangible products are still the center of business activities, considered more valuable; Intangible services, on the other hand, are seen as an adjunct to the product and are grossly undervalued
The key to improving service efficiency
From agriculture to industry, large-scale manufacturing has greatly improved production efficiency and made goods more affordable.
However, another difficulty affecting the transformation from manufacturing to service is efficiency. Fragmentation leads to a significant decline in service efficiency compared to manufacturing efficiency (Figure 1). Enterprises still follow the thinking of manufacturing economy and use the idea of increasing scale to engage in services, resulting in high costs and unable to meet customer needs.
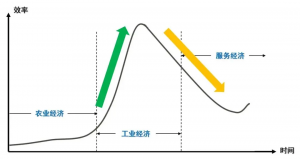
Figure 1: The efficiency of the service economy transition has declined significantly
Based on the experience of developed countries, the service economy is at the higher end of the profit spectrum, which is the famous smile curve in manufacturing (Figure 2).
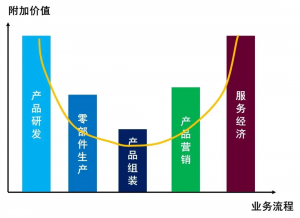
Figure 2: Manufacturing smile curve
However, service is not valued in China, some companies even sell products when the service is free of charge, send high-value services, enterprises can only do trade, the value is not high, customer viscosity is low. On the one hand, it is necessary to educate customers to change their concept of service. On the other hand, enterprises must solve the problem of inefficient service, after all, customers are not obligated to pay for the inefficiency of enterprises.
The solution to the problem of service efficiency lies in technological innovation, the use of knowledge base, artificial intelligence AI, self-service and AR remote support, etc., through the network and platform to improve service efficiency.
If thinking is a wall, the objective world is on the other side of the wall, only solidified thinking can block the pace of enterprise, thinking can not reach the height, the pace can not reach.
Scope of Application of Large Culvert Pipe Forgings
Large culvert pipe forgings are suitable for construction, water conservancy, petroleum, chemical, electric power, metallurgy, shipbuilding, machinery manufacturing and other industries. Large culvert pipe forgings belong to large forgings.
These industries often need to transport large amounts of fluids or support heavy structures, and large culverts forgings can meet these needs because of their high strength, corrosion resistance, wear resistance and other characteristics.
The materials usually used for large culvert pipe forgings include carbon steel, alloy steel, stainless steel and special alloys. The choice of specific materials depends on the use of the culvert environment, bearing requirements, corrosion resistance, high temperature resistance and other performance requirements.
In the construction industry, large culvert forgings are often used in the construction of structures such as drainage systems, underpasses and Bridges. In the water conservancy industry, they are used in the construction of hydropower stations, reservoirs, embankments and other water conservancy projects to ensure the rational use of water resources and flood control safety. The petroleum and chemical industries need to use large culvert forgings to transport oil, natural gas, chemicals and other media to ensure the continuity and safety of the production process. The power industry also needs large culvert forgings to support the construction of transmission lines and substations to ensure the stability and reliability of power supply. The metallurgical industry uses them to build smelting equipment such as blast furnaces and converters to improve production efficiency. The Marine and machinery manufacturing industry uses large culvert pipe forgings to manufacture hull structures and heavy machinery and equipment to meet the needs of Marine transportation and industrial production. In short, large culvert pipe forgings play an important role in many industries and are an indispensable key component of modern industry.
Driving Innovation in Reliability: Highlights from the 37th National Academic Conference on Mechanical Reliability Technology
From November 8 to 10, the 37th National Academic Conference on Mechanical Reliability Technology and the 7th Plenary Session of the Reliability Engineering Subcommittee convened in Hangzhou, Zhejiang. Hosted by the Reliability Engineering Subcommittee of the Chinese Society of Mechanical Engineering, the event was co-organized by Zhejiang Sci-Tech University and GRGT Measurement & Testing Group Co., Ltd. (GRGT).
This annual academic gathering combined keynote speeches, a specialized forum on new energy vehicle reliability, and targeted training, fostering a robust exchange of ideas to advance the field of reliability engineering and support the high-quality development of China’s mechanical industry. Ming Zhimao, Deputy Party Secretary, General Manager, and Senior Engineer at GRGT, delivered a keynote address.
The Role of Reliability in China’s Quality-Driven Manufacturing Transformation
As China pursues its vision of becoming a quality-driven nation, the manufacturing sector has entered a strategic phase of transformation in quality, efficiency, and innovation. Reliability, a core indicator of product quality, stands as a crucial benchmark for manufacturing excellence. Enhancing reliability technology and management is essential for advancing China’s manufacturing capabilities and achieving high-quality development goals.
Recognized as one of the most prestigious and interdisciplinary events in the field, the conference has been a pivotal platform for knowledge sharing for over three decades. This year’s theme, “Strengthening Fundamentals, Doubling Growth, Ensuring Reliability and Safety,” brought together approximately 300 experts and professionals nationwide to discuss cutting-edge advancements in reliability, maintainability, and safety (RMS).
Illustrious Speakers and Cutting-Edge Insights
The opening ceremony, hosted by Professor Chen Wenhua from Zhejiang Sci-Tech University, featured remarks by Xie Liyang, Chairman of the Reliability Engineering Subcommittee, Yao Jun, Deputy Secretary of the Party Committee at Zhejiang Sci-Tech University, and Luan Dakai, Assistant Secretary-General of the Chinese Society of Mechanical Engineering.
Keynote presentations were delivered by distinguished experts, including Wang Zili, Academician of the Chinese Academy of Engineering; Professor Dong Runzhen from the National University of Singapore; and Professor Ming Zhimao of GRGT, among others. These talks explored groundbreaking topics, such as advanced reliability theories, methodologies, and technologies, offering innovative strategies to enhance product quality and RMS performance.
Ming Zhimao’s keynote, “Exploring the Reliability of Intelligent Equipment Using AI and Big Data,” examined the challenges and opportunities posed by emerging technologies in manufacturing. He discussed reliability issues in intelligent equipment and proposed strategies, including materials innovation, fault mechanism analysis, digital twin applications, and predictive maintenance. Additionally, he showcased GRGT’s pioneering research and practices in fields such as semiconductor inspection and advanced electronic component defect detection.
A Commitment to Future-Focused Reliability Solutions
The conference also marked the election of the 7th Committee of the Reliability Engineering Subcommittee. As a leader in reliability and environmental engineering services, GRGT reaffirmed its dedication to advancing China’s mechanical reliability standards through active participation in academic research and technical exchanges.
Looking ahead, GRGT aims to strengthen its focus on emerging industries, such as artificial intelligence, quantum measurement, satellite internet, and integrated circuits. By driving research in key technologies and standard development, GRGT is committed to building intelligent measurement and testing systems, contributing to enhanced reliability and safety across key industrial sectors.
This milestone event not only celebrated advancements in reliability engineering but also set the stage for further collaboration and innovation in the field, ensuring a stronger foundation for China’s mechanical and manufacturing industries.
Chinese large forgings, once again brushing records
Enlarge Font Shrink Font Release
Key point: Recently, China’s First Heavy Industries Group Co., Ltd. successfully forged the largest diameter Ø 8.8 meter EO reactor ultra large tube plate forging in China for the first time using self-developed external forging technology. Ultra large tube plate forging for EO reactor
Recently, China National Heavy Duty Truck Group Corporation (CNHTC) successfully forged the largest domestically produced ultra large tube plate forging for an EO reactor with a diameter of Ø 8.8 meters using its independently developed external forging technology for the first time. The forging of the super large tube plate in the EO reactor is in the form of a circular iron cake, but this “iron cake” cannot be thrown by manpower because its weight is 210 tons and it stands at the height of a three story building.
In July of this year, the Tianjin R&D Center of Yizhong Group, relying on the Shenghong Refining and Chemical EO Reactor Project, undertook the research and development of the super large tube plate for the EO reactor. R&D personnel and on-site staff liberate their minds, explore and innovate, break through traditional thinking, and independently design a complete set of external forging aids and process control technology solutions.
In forging, the first application of external forging aids and processes in China has been achieved. Integrated forging has broken through the limitations of hydraulic press column spacing on the manufacturing of ultra large forgings, solved the “bottleneck” problem in the manufacturing limit of ultra large forging equipment, and overcome difficulties such as lifting ultra large diameter tube sheets, hot state flipping of large diameter billets by 180 °, design and manufacturing of 9000mm heating furnaces, and precise movement of walking tables during forging processes.
The successful forging of the super large tube plate in the EO reactor of Shenghong Refining and Chemical Co., Ltd. has fulfilled the long cherished wish of many technical personnel for in vitro forging, and is also the first large-scale forging in China to attempt in vitro forging. The smooth implementation of this project not only reduces manufacturing costs, but also significantly enhances China’s market competitiveness in the field of large forging manufacturing due to its integrated manufacturing advantages. (Source: China First Heavy Industry)
Chinese large forgings, once again brushing records
Enlarge Font Shrink Font Release
Key point: Recently, China’s First Heavy Industries Group Co., Ltd. successfully forged the largest diameter Ø 8.8 meter EO reactor ultra large tube plate forging in China for the first time using self-developed external forging technology. Ultra large tube plate forging for EO reactor
Recently, China National Heavy Duty Truck Group Corporation (CNHTC) successfully forged the largest domestically produced ultra large tube plate forging for an EO reactor with a diameter of Ø 8.8 meters using its independently developed external forging technology for the first time. The forging of the super large tube plate in the EO reactor is in the form of a circular iron cake, but this “iron cake” cannot be thrown by manpower because its weight is 210 tons and it stands at the height of a three story building.
In July of this year, the Tianjin R&D Center of Yizhong Group, relying on the Shenghong Refining and Chemical EO Reactor Project, undertook the research and development of the super large tube plate for the EO reactor. R&D personnel and on-site staff liberate their minds, explore and innovate, break through traditional thinking, and independently design a complete set of external forging aids and process control technology solutions.
In forging, the first application of external forging aids and processes in China has been achieved. Integrated forging has broken through the limitations of hydraulic press column spacing on the manufacturing of ultra large forgings, solved the “bottleneck” problem in the manufacturing limit of ultra large forging equipment, and overcome difficulties such as lifting ultra large diameter tube sheets, hot state flipping of large diameter billets by 180 °, design and manufacturing of 9000mm heating furnaces, and precise movement of walking tables during forging processes.
The successful forging of the super large tube plate in the EO reactor of Shenghong Refining and Chemical Co., Ltd. has fulfilled the long cherished wish of many technical personnel for in vitro forging, and is also the first large-scale forging in China to attempt in vitro forging. The smooth implementation of this project not only reduces manufacturing costs, but also significantly enhances China’s market competitiveness in the field of large forging manufacturing due to its integrated manufacturing advantages. (Source: China First Heavy Industry)
Transformation: Construction machinery industry, from manufacturing to service is difficult?
In the 1950s, China went through the transition from an agricultural economy to an industrial economy, and now we are going through the transition from an industrial economy to a service economy. Many people do not realize that this is a major transformation of the social and economic structure, so many enterprises feel very painful.
The transition from agriculture to industry
Throughout the history of the development of developed countries, the economic structure has undergone many transformations, from agricultural economy to industrial economy, service economy and experience economy.
Agricultural economics involves growing crops, trees, raising livestock on the land, digging minerals out of the ground, and making simple tools to make farming more efficient. The agricultural economy produces goods that satisfy people’s most basic survival needs. China is one of the birthplaces of the world’s agriculture, which began in the Neolithic Age about 10,000 years ago and has experienced a very long development process.
Industrial economy entered the historical stage with the emergence of steam engine and electricity, people used machines in factories to produce goods in large quantities, and farmers began to enter factories and transform into industrial workers, which was the first large-scale transformation in human history.
Despite attempts to build military and civilian factories during the Westernization movement of the late 19th and early 20th centuries, China’s real industrialization process began with the first five-year Plan from 1953 to 1957. After the completion of the five-year plan, China’s industrial output exceeded agricultural output, which initially laid the foundation for China’s industrialization.
After decades of reform and opening up, China’s industrial economy has developed at an unprecedented speed. In 2010, the added value of China’s manufacturing industry surpassed the United States to become the first manufacturing country. At present, it has 41 industrial categories, 207 industrial middle classes and 666 industrial subclasses, forming an independent and complete modern industrial system. It is the only country in the world with all the industrial categories in the United Nations industrial classification
The transition from manufacturing to service
From the international experience, the turning point of the transition from manufacturing to service is concentrated in the years when the per capita GDP reaches 8,000 to 9,000 US dollars. China’s per capita income exceeded 8,000 US dollars in 2010, and the proportion of people’s spending on manufacturing products reached its peak in 2011, and the per capita income exceeded 9,000 US dollars in 2012.
In 2012, China said goodbye to the peak of industrialization, industrial goods spending continued to decline, service spending grew rapidly, and the growth rate of industrial added value and employment share of the service industry exceeded that of the manufacturing industry, which was the most prominent performance of technology-intensive industries, which reflects the change trend of “manufacturing to service” at the consumption level.
Since then, China has been in the process of economic structure transformation from manufacturing to service, and consumption upgrading is the source of power to promote the transformation of manufacturing to service economic structure, driven by it, the consumer expenditure structure, industrial structure, population flow and urban form changes followed.
The transformation from manufacturing to service has brought the pressure of elimination to traditional concepts and traditional economy, and also brought a huge impact to the previous economy and policies. The entire social and economic system is in a relatively fragile stage, and many enterprises are facing huge challenges.
Taking the construction machinery industry as an example, before 2012, it was an incremental market, and after 2012, it entered the stock market, and the industry experienced years of painful transformation. The reason is that people lack understanding of the characteristics of the service economy, and the traditional concept formed by the agricultural economy for thousands of years is not conducive to the transformation of manufacturing to service.
Mencius said, “Those who work hard govern men, and those who work hard govern men, thinking that intellectual workers rule men, are served by men, and are superior men.” The manual laborer is ruled by others as an inferior person who serves others, and the prejudice against service over millennia has been etched into the depths of the popular psyche.
In ancient times, the basic line of the service industry is collectively referred to as the “lower nine”, the service provider is called the servant, and the occupation of getting paid by serving others is looked down upon, with a “lower” word derogatory name, and “nine” shows its variety, backward traditional concept is one of the main reasons for hindering the transformation from manufacturing to service.
China’s service industry has accounted for more than 50% for ten consecutive years, becoming the largest industry, but many people still despise service, tangible products are still the center of business activities, considered more valuable; Intangible services, on the other hand, are seen as an adjunct to the product and are grossly undervalued
The key to improving service efficiency
From agriculture to industry, large-scale manufacturing has greatly improved production efficiency and made goods more affordable.
However, another difficulty affecting the transformation from manufacturing to service is efficiency. Fragmentation leads to a significant decline in service efficiency compared to manufacturing efficiency (Figure 1). Enterprises still follow the thinking of manufacturing economy and use the idea of increasing scale to engage in services, resulting in high costs and unable to meet customer needs.
Figure 1: The efficiency of the service economy transition has declined significantly
Based on the experience of developed countries, the service economy is at the higher end of the profit spectrum, which is the famous smile curve in manufacturing (Figure 2).
Figure 2: Manufacturing smile curve
However, service is not valued in China, some companies even sell products when the service is free of charge, send high-value services, enterprises can only do trade, the value is not high, customer viscosity is low. On the one hand, it is necessary to educate customers to change their concept of service. On the other hand, enterprises must solve the problem of inefficient service, after all, customers are not obligated to pay for the inefficiency of enterprises.
The solution to the problem of service efficiency lies in technological innovation, the use of knowledge base, artificial intelligence AI, self-service and AR remote support, etc., through the network and platform to improve service efficiency.
If thinking is a wall, the objective world is on the other side of the wall, only solidified thinking can block the pace of enterprise, thinking can not reach the height, the pace can not reach.
In the process of economic operation, the industrial development highlights are various — an overview of the economic operation of the machinery industry in 2024
经济稳步发展,工业发展亮点众多
— 2023 年机械行业经济运行概况
2023 年将是全面贯彻党的二十大精神的第一年,也是经过三年的 COVID-19 防控后经济复苏的一年。展望2024年,机械行业机遇与挑战并存,但有利条件强于不利因素,经济运行仍有望全年保持平稳进步的整体态势。
一、2023年行业运行的基本特点
虽然2023年机械行业经济运行出现波动,但运行态势总体向好。受对比基数影响,第一季度主要指标增速较低,二季度增速较高,第三季度增速有所放缓,但随着多项稳中向好的经济政策措施集中出台和实施,行业运行在四季度再次企稳好转, 全年主要经济指标实现平稳增长。
行业规模再上新台阶
截至2023年底,机械工业规模以上企业数为12.1万家,比上年增加1万家,占全国工业的比重为25%,比上年提高0.3个百分点;资产总额36万亿元,同比增长9.9%,占全国工业的比重为21.5%,比上年提高0.7个百分点。
增加值增长率高于民族工业
2023年,机械工业增加值同比增长8.7%,分别高于全国工业和制造业增速4.1个和3.7个百分点。以机械工业为主的五大类国民经济工业增加值均有所增加,其中电机和汽车分别对增加值增长率的拉动作用突出,分别为12.9%和13%;通用设备、专用设备和仪器仪表增加值增速分别为 2%、3.6% 和 3.3%。
产品产销态势差异化
2023年,机械行业主要产品产销形势延续了上年的差异化态势,增产或减产的产品数量占比约为一半。在监测的120种主要产品中,61种产品产量同比增长,占比50.8%;59种产品产量同比下降,占比49.2%。
重点产品产销主要特点如下:一是汽车产销量创历史新高,年内汽车产销量超过3000万辆,乘用车和商用车均实现快速增长;新能源汽车产销达到约950万辆,占汽车总销量的31.6%,产业结构调整成效显著。其次,电器和电器继续增长,发电机组、太阳能电池产量分别增长了 28.5% 和 54%。三是机床行业产量回升,金切削机床产量同比增长6.4%。四是工程机械依然低迷,挖掘机、装载机销量分别下降25.4%和15.8%。五是农机产品持续低迷,大中型拖拉机和饲料生产专用设备产量分别下降1.9%、9.1%和21.2%。
外贸稳步上升 再创新高
2023年,世界政治经济形势复杂严峻,全球贸易表现低迷,外需疲软给出口增长带来压力,但我国机械工业经受住多重压力,外贸稳步上升至新高,展现出强大的韧性和国际竞争力。据海关统计汇总,2023年机械行业进出口总额达到1.09万亿美元,增长1.7%,连续第三年超过1万亿美元,占全国进出口总额的18.3%。
行业运行在景气范围
机械工业景气指数涵盖生产、投资、外贸、经济效益等多个维度,全面反映了机械工业的运行情况。受上年基数影响,2023年机械工业景气指数总体呈现先低前高平稳的走势,上半年高开,5月升至年内最高点,后逐月回落趋稳,12月趋于稳定至105.5,机械工业景气指数在全年各月均位于景气区间内。
总的来说
2024 年,机械工业发展机遇与挑战并存,但机遇大于挑战,有利条件强于不利因素。总体判断,预计机械行业经济运行将继续稳中向好的总体态势,主要经济指标增速有望超过5%,外贸将基本保持稳定。
2024 年是新中国成立 75 周年,是实施“十四五”规划的关键一年。稳步推进高端化、智能化、绿色化发展,持续推动机械工业稳定运行,以更加优异的成绩献上一份献给祖国75华诞的礼物。
Media interview: Industrial enterprises are facing unprecedented opportunities for low-carbon transformation
Exxonmobil, which has been in China for nearly 130 years, has ushered in an intensive period of investment in China in the past two years.
On April 22, 2020, ExxonMobil Huizhou Ethylene Project held a transnational cloud groundbreaking ceremony, attended by Vice Premier Han Zheng and announced the start of the project. In April 2021, ExxonMobil and Sinopec Engineering and Construction Co., LTD. (SEI) signed the general contract for the project, and seven months later, the company made the final investment decision and the project was fully advanced.
In the same year, ExxonMobil Tianjin plant increased capital to build a new filling line and storage tank project, bringing the filling production of the company’s flagship product, Mobil 1, to Tianjin. In September 2022, the Tianjin plant upgrade project officially started, and plans to use ExxonMobil’s existing industrial base to build 21 new storage tanks, and upgrade the laboratory, control room, office area, environmental protection and safety to improve product grade and quality, and provide energy storage for the market of high value-added new products.
Exxonmobil’s presence in China covers all sectors of the energy industry, including upstream gas, downstream, chemicals, research and development centers, and low carbon solutions.
Yue Chunyang, managing director of ExxonMobil’s lubricants business in China, believes that in the promotion of China’s “dual carbon” goal, compared with challenges, industrial enterprises are facing unprecedented opportunities for transformation and upgrading. Whether enterprises can adapt green and low-carbon products and technologies has become the key to winning a new round of competition.
As a global fossil giant committed to playing a leading role in the energy transition, ExxonMobil clearly also sees business opportunities and a greener future in China.
Low-carbon action in China
Earlier this year, ExxonMobil announced that it will achieve “net zero emissions” targets for Scope I and Scope II of its major operating assets by 2050, and plans to chart a detailed emission reduction path through comprehensive deployment.
“We plan to invest more than $15 billion in greenhouse gas reduction initiatives over the next six years. At the same time, we also tailor different plans and targets to different countries and regional markets.” Yue Chunyang said that the “dual carbon” target set by China and the very clear target proposed for the entire industrial sector provide clear guidance for the emission reduction and action plans of the entire industry. To this end, ExxonMobil’s actions in China related to emissions reduction will also have some “Chinese characteristics.”
Yue Chunyang explained that, on the one hand, industrial enterprises face corresponding challenges, the overall carbon emissions occupy a relatively large share, so it is necessary to take a big step in the entire emission reduction action, play a leading role. At the same time, industrial enterprises can not only regard the energy transformation or low-carbon transformation requirements under the “dual carbon” goal as a challenge, but should be regarded as an opportunity for the transformation and upgrading of the entire industry, and actively interact and coordinate with many industries and industries.
On the other hand, they feel that digitalization has become an important way for Chinese energy enterprises to achieve green transformation, and Chinese enterprises are currently in a leading position in digitalization, “digitalization and green transformation are mutually coordinated and supportive.” Therefore, the transformation of China’s industrial enterprises is not only a green transformation, but also a digital transformation.
“Digitalization also meets the core requirements of energy transformation to reduce costs and increase efficiency.” Yue Chunyang, for example, said that Mobil Youshida Digital platform (MSDP) and Mobil Youshida intelligent online oil monitoring services, combined with Alibaba Cloud Internet of Things technology, to create a digital service system, to provide Chinese customers with professional, forward-looking, customized maintenance solutions, while helping Chinese industrial enterprises to accelerate the digital transformation.
These “Chinese characteristics” make ExxonMobil highly concerned about and very willing to support the digital upgrading of the entire energy industry in the process of promoting China’s “dual carbon” goal and green transformation.
In China’s low-carbon initiative, ExxonMobil’s products, services and solutions also cover multiple business areas.
Upstream business area
In the upstream business, ExxonMobil signed two long-term agreements with Sinopec and petrochina in 2009 to supply the Chinese market with cleaner liquefied natural gas. In 2019, the company entered into a 20-year sales and purchase agreement with Zhejiang Energy Group for the supply of 1 million metric tons of LNG per year. They are also pushing ahead with joint participation in the Huizhou liquefied natural Gas receiving terminal project – natural gas emits 60 percent less greenhouse gases than coal, taking into account lifecycle emissions, and produces far fewer air pollutants than coal-fired power generation.
Lubricants business area
In the lubricants business area of product solutions, ExxonMobil actively promotes the “Green Lubrication Initiative” for the Chinese market. With “less is more” at its core, the project offers a comprehensive solution that includes energy efficient products, professional services, and flexible circular turnaround packaging to help customers save energy consumption, reduce greenhouse gas emissions, and increase production efficiency.1
Chemical business area
In the chemical business area of product Solutions, they try to solve the problem of plastic waste in the environment by improving plastic recyclability. “For the Chinese market, in a pilot project with a film processing company, we have jointly developed an enhanced solution with superior mechanical strength and greater durability, making the recycling of mulch film easier.” Yue Chunyang said that the recycled film is re-granulated to make resin, which is used in other applications such as garbage can lining and secondary packaging, thus achieving a complete cycle from manufacturing, recycling to reuse.
How is the drawing process of large forgings carried out?
Drawing length is a necessary process in the forging process of large forgings, and it is also the main process that affects the quality of large forgings. Through drawing length, the billet cross-sectional area is reduced, the length is increased, and it also plays the role of breaking coarse crystals, forging the internal porosity and holes, and refining the organization, so as to obtain homogeneous dense high-quality forgings.
At the same time of studying the drawing process of flat anvil, people gradually began to realize the importance of the stress and strain state inside the large forgings on the internal defects of forging, from the ordinary drawing length of the flat anvil, to the drawing length of the V-shaped anvil under the flat anvil and the drawing length of the V-shaped anvil above and below the flat anvil, and then to the later by changing the drawing anvil shape and process conditions. WHF forging method, KD forging method, FM forging method, JTS forging method, FML forging method, TER forging method, SUF forging method and new FM forging method are put forward. These methods have been applied to the production of large forgings and achieved good results.
WHF forging method is a wide flat anvil strong pressing forging method, its forging principle is to use the upper and lower wide flat anvil, and adopt large pressing rate, the large deformation of the heart during forging is conducive to eliminating the internal defects of the ingot, and is widely used in large hydraulic press forging.
KD forging method is developed on the basis of WHF forging method, the principle is the use of ingot in a long time of high temperature conditions have enough plasticity, can be in limited equipment, with wide anvil large compression rate forging, the use of upper and lower V-type wide anvil forging is conducive to the improvement of metal plasticity on the surface of the forging, increase the heart of the three-way compressive stress state, Then the ingot internal defects can be forged effectively.
FM forging method is to use the upper flat anvil, the asymmetric deformation of the lower platform forging, and the friction resistance of the lower platform to the forging deformation, so that the forging gradually deforms from top to bottom, so that the tensile stress is transferred to the contact surface between the blank and the platform, the hydrostatic stress in the center is increased, and the stress state in the deformation body is improved.
JTS forging method is to heat the ingot to high temperature before forging, and then make the surface cool quickly, the surface of the ingot and then form a layer of hard shell, the core is still in a high temperature state, this layer of hard shell plays a fixed role in the deformation of the billet, so that the deformation is mainly concentrated in the center of the forging, thereby increasing the compaction effect of the heart and improving the pass rate of the forging.
FML forging method is a forging method to reduce the load of the press on the basis of FM method. The width of the upper anvil is narrower than that of the billet, and the length direction is consistent with the axial direction of the billet. The following auxiliary tools are still large platforms, and the pressing amount and forging ratio in the process of reforging are relatively small. It is to reduce the load of the press on the premise of ensuring the effective forging of the internal holes and loose defects of the billet.
TER forging method uses wide flat anvil to draw length in one direction, and adopts the cross-anvil process to press and draw length several times, so that the maximum deformation of the blank is produced in one direction, and the internal cavity defects are effectively forged. When the forging method is used, the required pressure is small, and the forging forming cycle is short, so as to improve labor productivity, reduce production costs, and increase economic benefits.
SUF forging method is a forging method in which the height of the ingot is fully reduced during forging by controlling the width ratio of the anvil, and the section is finally forged into a rectangle. It is a forging method by flattening the ingot with a wide flat anvil, and then the width of the metal plastic flow range near the ingot axis is increased by using a wide flat anvil, which is more conducive to forging the defects in the billet core.
The new FM forging method is based on the relationship between the transverse stress of the heart of large forgings and the ratio of material to width. On the basis of the FM forging method, the control of the ratio of material to width is increased to reduce the transverse tensile stress of the careful part.
BaumaCHINA 2024 Set to Shine in Shanghai
BaumaCHINA 2024, the Shanghai International Exhibition for Construction Machinery, Building Materials Machinery, Mining Machinery, and Construction Vehicles, is scheduled to take place from November 26 to 29, 2024, at the Shanghai New International Expo Centre. The theme for this year’s exhibition is “Chasing Light, Encountering a Brilliant Future,” with a total exhibition area of 330,000 square meters.
As of now, over 3,000 exhibitors have registered for the event, showcasing a diverse range of companies from more than 30 countries and regions, including China, Germany, the United States, Italy, Japan, and South Korea. Leading domestic companies such as XCMG, SANY, Zoomlion, Shandong Lingong, Longgong, Shantui, Dingli, and others will be present. International heavyweights like Caterpillar, Wirtgen, Manitou, BOMAG, and more will also participate, alongside significant national pavilions from Germany, Italy, and Turkey.
Due to the overwhelming demand for exhibition space, the number of exhibitors has exceeded the available 330,000 square meters at the venue. As of September 2024, nearly 700 companies were still on the waiting list for exhibition space. The organizers are working diligently to coordinate and accommodate the desires of these companies to participate.
The event is expected to attract over 200,000 professional visitors from more than 150 countries and regions worldwide. The registration channel for attendees opened just three weeks ago and has already seen a significant influx of international interest, with registrations pouring in from Belt and Road countries and Southeast Asian regions, including Malaysia, Russia, India, the Philippines, Thailand, Turkey, Indonesia, and Singapore.
BaumaCHINA serves as a pivotal platform for the global construction machinery industry, helping Chinese enterprises showcase their capabilities to the world. The increasing international participation underscores the interdependence between China’s technological innovations and the global machinery market, reflecting a trend where the development of the global construction machinery industry increasingly relies on contributions from China.
In alignment with the dual carbon targets, the exhibition will feature new thematic zones focused on smart solutions and new energy technologies. These zones aim to address emerging trends in the industry, including digital transformation, intelligent construction, low-carbon practices, and electrification. This initiative highlights BaumaCHINA’s commitment to leading the industry toward digitalization and sustainable development.
On October 22, 2024, the Munich Expo Group signed a ten-year renewal agreement with the China Construction Machinery Industry Association, the China Council for the Promotion of International Trade Machinery Industry Branch, and China National Engineering Machinery Complete Co., Ltd. in Beijing. This collaboration marks a new chapter for innovation and growth in the construction machinery sector.
As the countdown to BaumaCHINA 2024 begins, the exhibition promises to be a significant event for industry stakeholders, showcasing the latest advancements and paving the way for future developments in the construction machinery field.
7th National Foundry Machinery Standardization Committee Inaugurated in Quanzhou, Marking a New Era in Industry Standards
The 7th National Foundry Machinery Standardization Technical Committee convened its inaugural meeting in Quanzhou on October 15, followed by a standards review conference that ran until October 19. Organized by the National Foundry Machinery Standardization Committee, the event was supported by several local and industry partners, including Nan’an Zhongji Standardization Research Institute and Fujian Minxuan Technology Co., Ltd.
The conference gathered over 100 experts and representatives from government agencies, research institutes, universities, and businesses. Key figures, such as Cao Yiding from the State Administration for Market Regulation, Yao Minghan, former deputy director of the National Standardization Management Committee, and Tan Xiangning, deputy chief engineer of the China Machinery Industry Federation, were present. They emphasized the importance of casting machinery standardization in ensuring the security and stability of the equipment manufacturing supply chain.
Speeches highlighted the role of standards in advancing high-quality development across the sector, advocating for enhanced standard-setting efforts and the broader application of standards in areas like green development, intelligent manufacturing, and safety. Tan Xiangning praised the work of the previous committee and urged the new members to build on its achievements by focusing on standard validation, research, and collaboration.
The meeting included the presentation of awards to notable contributors to casting machinery standardization. Six experts received lifetime achievement awards, thirteen individuals were recognized for outstanding work, and twelve organizations were honored for advancing standardization in the field.
Secretary-General Lu Jun provided a comprehensive report on past accomplishments and outlined future objectives, emphasizing the need to accelerate the development and implementation of casting machinery standards. The attendees approved the committee’s charter and secretariat guidelines, laying the foundation for strengthening the standardization framework.
The event successfully promoted collaboration and dialogue in the casting machinery industry, setting the stage for continued progress in standardization efforts. Looking ahead, the committee is committed to pursuing openness and transparency in standardization activities, aiming to boost the global competitiveness of China’s casting machinery industry through rigorous and sustainable standards development.